| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Устройство и обслуживание сварочных трансформаторов
(Что нужно знать сварщику о сварочном оборудовании)
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
|
Таблица. 35. Технические характеристики сварочных трансформаторов с нормальным магнитным рассеянием и реактивной обмоткой |
||||||||
| Характеристика | Тип трансформатора | |||||||
| СТЭ-34у | СТЭ-24у | СТН-700 | СТН-500 | СТН-350 | ТСД-500 | ТСД-1000-4 | ТСД-2000-2 | |
| Напряжение холостого хода, В | 60 | 60 | 60 | 60 | 70 | 80 | 71 | 79 |
| Номинальный сварочный ток, А | 500 | 350 | 700 | 500 | 350 | 500 | 1000 | 2000 |
| Номинальная мощность, кВ.А | 30 | 23 | 43,5 | 32 | 25 | 42 | 78 | 162 |
| Пределы регулирования сварочного тока, А | 150-700 | 100-500 | 200-900 | 150-700 | 80-450 | 200-600 | 400-1200 | 800-2200 |
| Коэффициент мощности (cos с) | 0,53 | 0,5 | 0,66 | 0,52 | 0,5 | 0,6 | 0,6 | 0,64 |
| Габаритные размеры, мм: | ||||||||
| длина | 690 | 690 | 796 | 775 | 695 | 950 | 950 | 950 |
| ширина | 370 | 370 | 429 | 410 | 398 | 818 | 818 | 818 |
| высота | 660 | 660 | 840 | 1005 | 700 | 1215 | 1242 | 1382 |
| Масса, кг | 160 | 130 | 380 | 275 | 220 | 420 | 510 | 675 |
|
Таблица 36. Трансформаторы с увеличенным магнитным рассеянием (с подвижными обмотками) |
|||||||
| Характеристика | Тип трансформатора | ||||||
| ТС-120 | ТС-300 | ТС-500 | ТСК-300 | ТСК-500 | ТД-300 | ОСТА-350 | |
| Напряжение холостого хода, В | 68 | 63 | 60 | 63 | 60 | 61; 79 | 70 |
| Номинальный сварочный ток, А | 120 | 300 | 500 | 300 | 500 | 300 | 350 |
| Номинальная мощность, кВ.А | 9 | 20 | 32 | 20 | 32 | 20 | 20,5 |
| Габаритные размеры, мм: | |||||||
| длина | 650 | 760 | 840 | 760 | 840 | 692 | 870 |
| ширина | 340 | 520 | 576 | 520 | 576 | 620 | 480 |
| высота | 800 | 970 | 1060 | 970 | 1060 | 710 | 680 |
| Масса, кг | 90 | 180 | 250 | 215 | 280 | 137 | 200 |
|
Таблица 37. Основные неисправности сварочных трансформаторов, причины появления и способы устранения |
||
| Неисправности | Причины появления | Способ устранения |
| Чрезмерный нагрев сердечника и скрепляющих его шпилек | Нарушена изоляция листов сердечника и шпилек | Восстановить изоляцию |
| Корпус трансформатора под напряжением | Повреждение изоляции первичной обмотки и соединение последней с корпусом трансформатора | Отключить трансформатор от сети, снять кожух, отыскать место повреждения изоляции и соединения ее с корпусом и восстановить изоляцию |
| Трансформатор не обеспечивает верхний или нижний пределы регулирования тока | Подвижные вторичные катушки не доходят до упора (заедание в ходовом винте, попадание посторонних предметов между катушкой и стержнем) | Устранить заедание в ходовом винте и убрать посторонние предметы |
| Трансформатор потребляет из сети большой ток при отсутствии нагрузки | Замыкание витков обмотки между собой | Ликвидировать замыкание витков, при необходимости перемотать. Число витков и сечение обмоточного провода не должно измениться |
| Сильное гудение трансформатора | Ослабли болты, стягивающие сердечник, и винты, крепящие кожух; перекошен сердечник регулятора, неисправны крепления сердечника и механизма перемещения катушек | Подтянуть болты и винты, выправить сердечник регулятора, исправить крепления сердечника и механизма перемещения катушек |
| Значительный нагрев трансформатора | Неправильное включение в сеть | Проверить включение первичной обмотки |
| Значительный нагрев трансформатора | Сварочный ток выше допустимого | Уменьшить сварочный ток, сварку вести электродом меньшего диаметра |
| Значительный нагрев трансформатора | Замыкание между витками обмотки | Устранить замыкание |
| Сильный нагрев зажимов трансформатора | Слабо затянуты контактные болты | Подтянуть болты |
| Сильный нагрев зажимов трансформатора | Провод в месте контакта имеет недостаточное сечение | Заменить проводом нужного сечения |
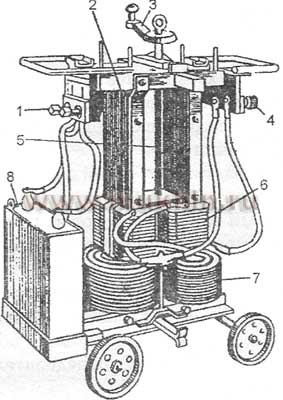
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 —
сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока;
4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной
обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
---
Ссылки по теме, читайте также:
- Переменный ток
Переменный ток, в широком смысле электрический ток, изменяющийся во времени. - Поражение электрическим током
Наиболее часто применяется синусоидальный переменный ток. - Электрические машины и приборы
Переменный ток для промышленных целей и для освещения вырабатывается мощными генераторами, приводимыми во вращение паровыми или водяными турбинами и двигателями внутреннего сгорания.
© 2000 - 2007 Oleg V. Mukhin.Ru™
