| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Технология изготовления кованых приборов
(Кузнечные инструменты)
Всем известно, как необходимы в быту сельского жителя и дачника каминные и печные приборы. Перед тем, как мы познакомимся с технологией их изготовления, давайте рассмотрим современные конструкции горнов, используя которые, можно рассчитывать на успех в затеваемом деле.
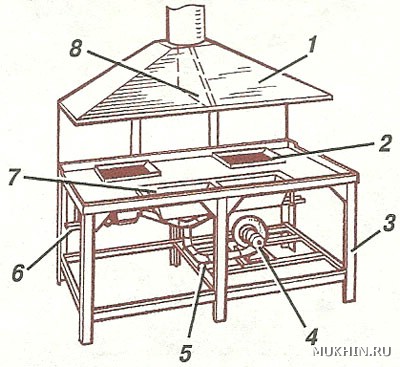
Рис. 1. Кузнечный горн на «два огня» с вентилятором: 1 — зонт; 2 — горновое гнездо (очаг); 3 — стойка; 4 — вентилятор; 5 - воздухопровод; 6 - заслонка для воздуха; 7 — бачки для воды; 8 — перегородка.
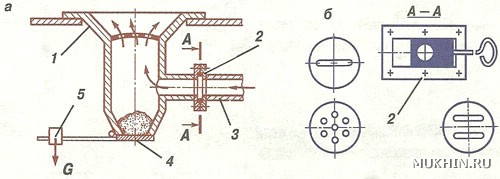
Рис. 2. Литая фурма (а) со сменными колосниковыми решетками (б): 1 - корпус фурмы; 2 - воздушная заслонка; 3 - патрубок; 4 - донная крышка; 5 - груз.
На рис. 1 показан горн на «два огня». С таким горном можно работать двум кузнецам. Подача воздуха в его очаги осуществляется вентилятором с двигателем мощностью 0,5 кВт, а регулирование этой подачи — специальной заслонкой. Ее конструкция показана на рис. 2.
Современная фурма изготавливается из литой стали и имеет сменные колосниковые решетки с различными воздуходувными отверстиями. Отверстия, расположенные по кругу, дают широкое факельное пламя, щелевые отверстия — узкое, продолговатое пламя. Для нагрева небольших массивных заготовок требуется факельное пламя, а для местного нагрева длинной заготовки — узкое пламя.
Можно предложить две конструкции горнов (рис. 3) с ручным и ножным приводом для подачи воздуха. Если не удастся найти подходящий вентилятор, то «ветродуй» 4 можно сделать из фанеры так, как делали его в старину.
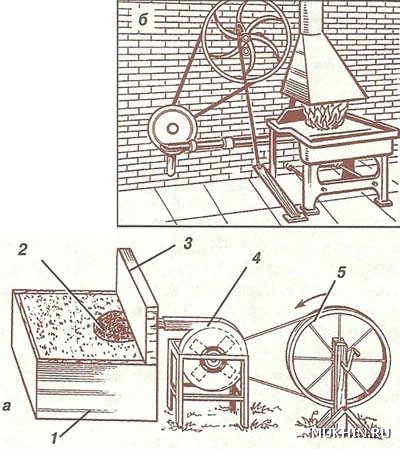
Рис. 3. Старинные горны: а — с «ветродуем» и ручным приводом; б — с ножным приводом, 1 — ящик с песком и горелой землей; 2 — очаг; 3 - экран из кирпича; 4 — «ветродуй»; 5 - ручной привод.
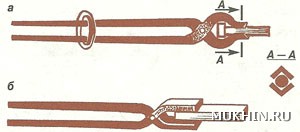
Рис. 4. Кузнечные клещи: а - для круглых и квадратных заготовок; б - для плоских заготовок.
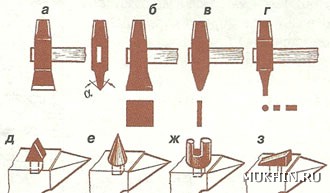
Рис. 5. Подкладной кузнечный инструмент: а - зубило; б — гладилка; в - разгонка; г - пробойник; д — подсечка; е — конус; ж — вилка; з — уклон.
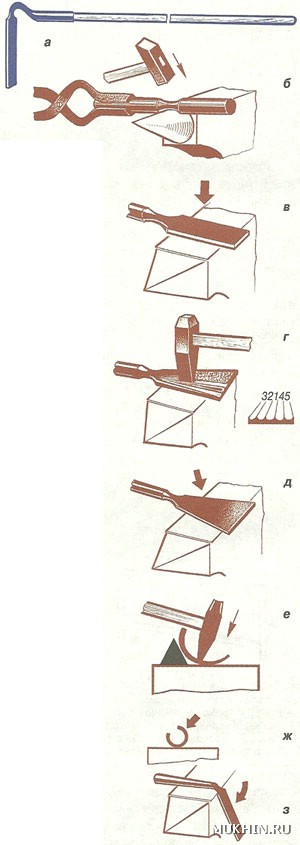
Рис. 6. Кочерга (а) и технология ее изготовления (б - з).
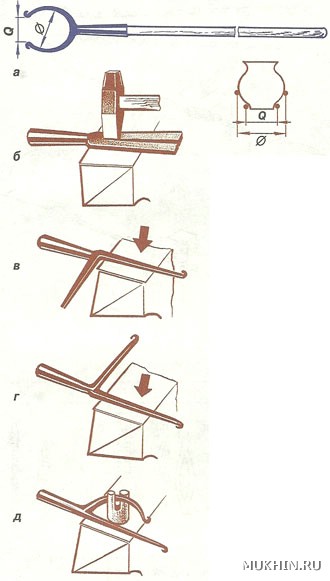
Рис. 7. Ухват (а) и последовательность ковки (б-д).
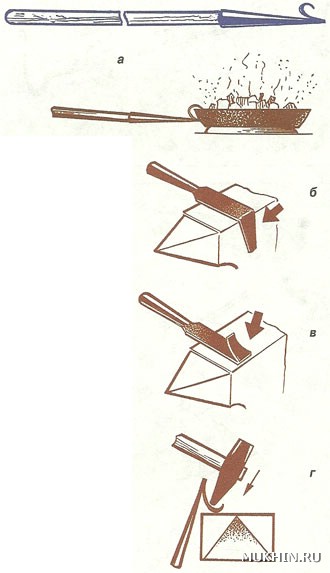
Рис. 8. Чапельник (а) и операции ковки (б — г).
Для изготовления сложных кузнечных изделий необходимо приобрести: клещи двух видов (рис. 4); подкладной инструмент: зубило, гладилку, разгонку и пробойник (рис. 5, а-г); а также подсечку, конус, вилку и уклон (рис. 5, д-з).
Рассмотрим подкладной инструмент первой группы. Работа с ним производится в паре «кузнец — молотобоец».
Зубило в нашем случае предназначено, чтобы рубить металл. В зависимости от того, какой материал надо разрубать (холодный или горячий), выбирается угол заточки а . Для разделки горячего металла а принимается 15-30°, а для холодного — 60-90°.
Гладилка применяется для выравнивания откованной поверхности изделия в нагретом состоянии.
Разгонка используется там, где необходимо «разогнать» — расширить часть заготовки в определенном месте.
Пробойниками, как видно из названия, пробивают отверстия. Для каждого профиля отверстий нужен свой пробойник с заданным сечением бородка.
Кузнец держит подкладной инструмент (зубило, гладилку, разгонку или пробойник) и подает команды молотобойцу: «бей», «сильней», «тише».
Подкладной инструмент второй группы устанавливается хвостовиком в квадратное отверстие наковальни и предназначен для выполнения различных кузнечных операций. Подсечка позволяет разрубать заготовки, наложив их на лезвие подсечки и ударив сверху молотком. Конус помогает править и изготавливать кольцевые элементы. Вилка широко применяется при всевозможных гибочных операциях. Уклон облегчает ковку конических элементов изделий.
Рассмотрим теперь технологические приемы ковки приборов для русской печи.
Кочерга (рис. 6) состоит из двух элементов: кованого крючка и деревянного черенка (рукоятки).
Крючок куем из круглой заготовки диам. 20-25 мм. Для ее удержания в нагретом состоянии используем специальные клещи. Первым нагревом разогреваем центральную часть заготовки и «оттягиваем» шейку (рис. 6, б) на наковальне. Затем нагреваем переднюю часть заготовки, протягиваем ее на «прямоугольник» (рис. 6, в) и, используя подкладной инструмент (разгонку), начинаем расковывать металл на «широкий клин». При этом вначале устанавливаем разгонку по центру заготовки и делаем первую «пробивку», затем вторую и третью (рис. 6, г). После очередного нагрева делаем еще две пробивки — четвертую и пятую. Поверхность получила форму широкого клина — веера. Теперь ее надо хорошенько выровнять (рис. 6, д) и протянуть молотком до толщины 0,5-1 мм.
Затем приступаем к формовке втулки. Используя подсечку и задок молотка (рис. 6, е), сгибаем втулку.
Постепенно обстукивая втулку (рис. 6, ж), получаем коническую поверхность.
Изготовить же рабочую часть крючка значительно проще: оттягиваем круглую часть заготовки до прямоугольной формы и изгибаем крючок (рис. 6, з). Теперь механически обработаем крючок, просверлим во втулке отверстие для шурупа, вбиваем черенок — кочерга готова.
Ухват (рис. 7) имеет свои особенности. Определим, для какого чугунка (по величине) нужен ухват и установим два размера: просвет между рогами Q (рис. 7,а) и диаметр внутренней окружности 0. Просвет между рогами должен быть несколько больше диаметра донышка чугунка, а внутренний диаметр ухвата 0 — несколько меньше максимального диаметра заплечиков чугунка. Таким образом, у хозяйки должно быть столько ухватов, сколько различных по размерам чугунков.
Теперь переходим к изготовлению самого ухвата. Втулку делаем так же, как и у кочерги. После расковки другого конца на прямоугольник, разрубаем его вдоль при помощи зубила (рис. 7, б) и отгибаем на 90 град. одну ветвь. После этого протягиваем вторую ветвь на пирамиду, делаем на конце маленький завиток (рис. 7, в) и отгибаем ее на 90 град. Нагреваем первую ветвь, выпрямляем ее, оттягиваем на пирамиду и делаем на конце маленький завиток (рис, 7, г). Затем, после очередного нагрева, применяя вилку, последовательно формируем рога ухвата (рис. 7, д).
Обработаем ухват напильником и вставим черенок во втулку. Готово.
Сковородник или чапельник (рис. 8), как его называли в старину, также входит в комплект принадлежностей русской печи.
Технология изготовления чапельника вначале точно такая же, как и для ухвата. После того как будет сделана втулка и второй конец заготовки протянут на прямоугольник, начинаем выковывать крючок.
Вначале отгибаем на краю наковальни на 90 град. часть заготовки и проковываем край сгиба, формируя лопаточку (рис. 8, б). Затем формируем сам крючок, постепенно сгибая его на краю наковальни (рис. 8, в). Окончательную гибку крючка необходимо проводить с учетом формы края сковородки (рис. 8, г).
Каминные приборы отличаются от печных легкостью, изяществом и красотой. Они выполняют не только свои прямые функции, но и служат украшением каминного зала.
Кочерга (рис. 9, а) может быть сделана из прутков как круглого (диам. 12-14 мм), так и квадратного (10-12 мм) сечения.
Рассмотрим технологию изготовления кочерги из прутка диам. 12 мм.
Протягиваем один конец круглой заготовки на прямоугольник и делаем на его конце маленький завиток. После этого при помощи вилки изгибаем и формируем ручку. Аналогичные операции необходимы для формирования крючка: протяжка на прямоугольник, формовка на конце завитка и гибка «на вилке». Для придания кочерге большей нарядности сделаем на середине стержня скрутку. Вначале протягиваем центральную часть на прямоугольник, а затем, используя кузнечные (или слесарные) тиски и крючок кочерги как рычаг, выполняем скрутку (рис. 9, б).
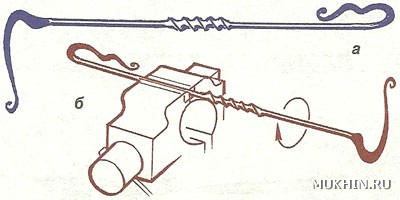
Рис. 9. Кочерга для камина (а) и операция скрутки (б).
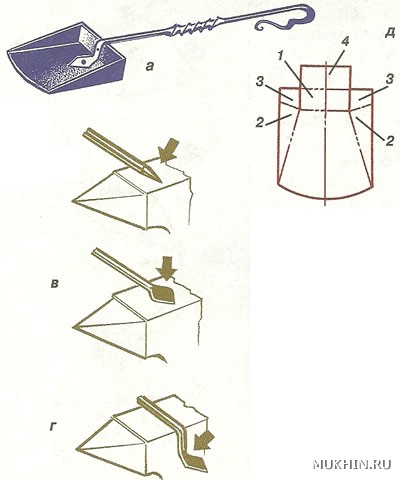
Рис. 10. Совок (а) и его ковка (б-г).
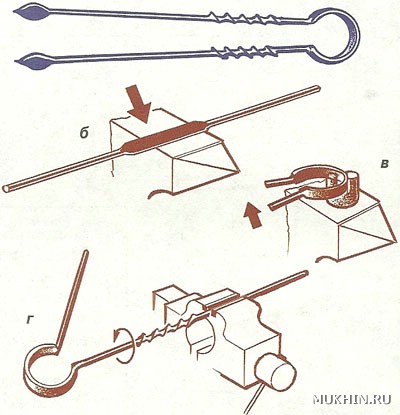
Рис. 11. Щипцы (а) и последовательность их изготовления (б-г).
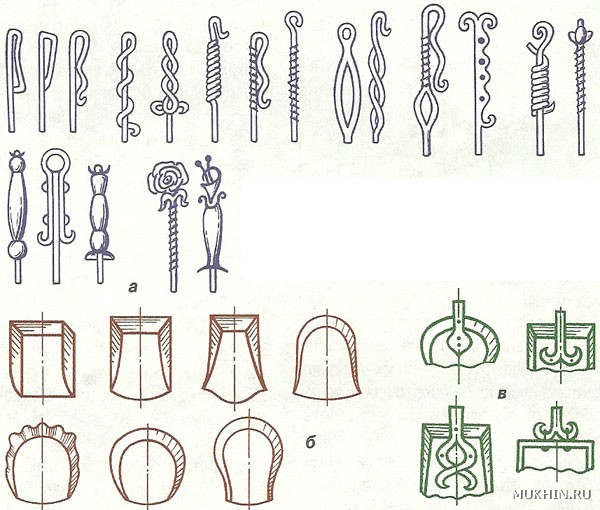
Рис. 12. Варианты кованых рукояток (а), различные формы совков (б) и способы их крепления к рукояткам (в).
Совок (рис. 10) можно изготовить так. Вначале отковываем рукоятку совка по той же технологии, что использовалась при ковке кочерги. Только вместо крючка необходимо отковать «листочек» и отогнуть его по форме совочка.
Рассмотрим технологию ковки «листочка». Нагрев заготовку, оттягиваем ее конец на «крутой конус» (рис. 10, б), затем расплющиваем его и получаем «листочек» (рис. 10, в). Если мы согнем рукоятку по форме совочка (рис. 10, г) и приклепаем к нему двумя заклепками, то совок будет готов. Совок обычно делают из листовой стали толщиной 0,5 мм. Вначале желательно из толстой бумаги сделать модель-выкройку. Надо определиться с размером и формой и уже потом изготовлять совок из металла. Заточенным металлическим стержнем (чертилкой) вычерчиваем на металлическом листе выкройку совочка (рис. 10, д), а затем, используя наковальню и металлические планки, сгибаем совочек. Вначале заднюю часть (1), затем боковые (2, 3) и отгибаем верхнюю часть задней стенки (4) в обратную сторону.
Каминные щипцы (рис. 11) будем ковать, применяя весь наш приобретенный опыт. Вначале протягиваем на прямоугольник центральную часть прутка (рис. 11, б) и при помощи вилки, молотка и рога наковальни формируем кольцо пружины (рис. 11, в). После этого выравниваем по длине ветви щипцов (если какая-нибудь ветвь оказалась длинней, то ее необходимо нагреть и отрубить зубилом). Захваты мы сделаем в виде листиков (см. технологию выше), а места для удержания рукой — путем скрутки (рис. 11, г). Предварительно эти места необходимо протянуть на прямоугольник.
После изготовления всех приборов, их надо хорошенько выправить и подвергнуть воронению. Оно придаст изделиям законченный вид и предохранит их от ржавчины. Изделия равномерно нагревают до температуры 300-500 °С и опускают в бак с отработанным машинным маслом. Если с первого раза воронение не получилось как надо, то его следует повторить. После этого изделия хорошо протирают ветошью. Варианты изготовления кованных рукояток показаны на рис 12.
Ссылки по теме, читайте также:
© 2000 - 2012 Oleg V. Mukhin.Ru™
