| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Рекомендации при газовой сварке
Устройство ацетиленокислородной установки (рис. 97). На двухколесной тележке размещаются два баллона: один высокий, с кислородом, а второй низкий, с ацетиленом. Цепь, крепящая их к тележке, защищает баллоны от опрокидывания. Вентили обоих баллонов открываются с помощью накладного ключа. На новых баллонах вентили закрыты защитными колпаками. На каждом вентиле установлен редуктор с двумя манометрами, которые указывают давление в баллоне и в шланге. Рабочее давление устанавливается с помощью ручки, имеющейся в каждом редукторе. Отдельные шланги — красный или темно-бордовый для ацетилена и голубой или черный для кислорода — подают газ в горелку, где осуществляется регулировка подачи газа с помощью соответствующих вентилей.
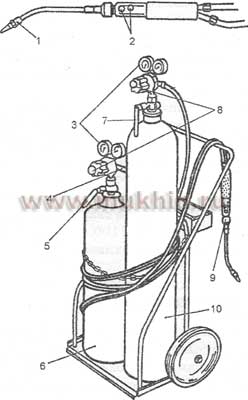
Рис. 97. Устройство ацетиленокислородной установки: 1 — мундштук; 2 —
регулировочные ручки горелки; 3 — редукторы; 4 — ацетиленовый шланг; 5 —
накладной ключ; 6 — ацетиленовый баллон; 7 — кислородный ключ; 8 —
регулировочные ручки; 9 — горелка; 10 — кислородный баллон
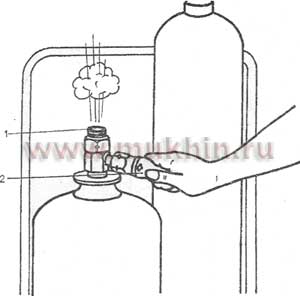
Рис. 98. Продувка вентилей: 1 — выпускное отверстие; 2 — накладной ключ
Подготовка сварочной установки к работе
1. Продувка вентилей (рис. 98). При выполнении этой процедуры с новыми баллонами следует снять с баллона, например, с ацетиленом, защитный колпак и стать на некотором расстоянии от выходного отверстия вентиля. Откройте вентиль, медленно поворачивая накладной ключ примерно на четверть оборота против часовой стрелки. Через секунду закройте вентиль, повернув его по часовой стрелке. Для продувки вентиля кислородного баллона повторите с ним описанную процедуру.

Рис. 99. Установка редуктора: 1 — регулировочная ручка; 2 — выпускной
патрубок вентиля; 3 — гайка редуктора
2. Установка редукторов (рис. 99). Убедитесь в том, что регулировочный винт редуктора баллона с ацетиленом повернут до упора против часовой стрелки. Установите присоединительный патрубок редуктора в выходное отверстие вентиля баллона и завинтите гайку редуктора, вращая ее против часовой стрелки сначала рукой, а потом ключом, пока она не окажется завинченной до упора. Установите таким же образом редуктор на кислородный баллон, однако гайку при этом следует вращать по часовой стрелке.

Рис. 100. Крепление и продувка шлангов: 1 — регулировочная ручка; 2 —
манометр давления
3. Крепление и продувка шлангов (рис. 100). Присоедините красный (темно-бордовый) шланг к редуктору баллона с ацетиленом, а голубой — к баллону с кислородом. Шланг для ацетилена надевается на шланговый фитинг, который завинчивается против часовой стрелки; фитинг кислородного шланга завинчивается по часовой стрелке.

Рис. 101. Подключение горелки и присоединение мундштука: 1 — ацетиленовый
шланг; 2 — кислородный шланг; 3 — насадка
4. Подключение горелки и присоединение мундштука (рис. 101). Выберите мундштук, который будет использоваться при сварке, и привинтите его к горелке. Присоедините красный (темно-бордовый) шланг к фитингу горелки с левой резьбой, а голубой (черный) кислородный шланг — к фитингу с правой резьбой. Вращайте гайку ацетиленового шланга против часовой стрелки, а гайку кислородного шланга — по часовой стрелке. Затяните обе гайки ключом. Проверьте, не нуждается ли в очистке мундштук. Если внутри мундштука имеются загрязнения, вставьте в него металлическое приспособление для чистки, имеющее несколько меньший диаметр, чем диаметр отверстия, осторожно вводя его в отверстие по прямой, чтобы не повредить мундштук. Затем прочистите мундштук приспособлением для очистки, имеющим тот же диаметр, что и мундштук.
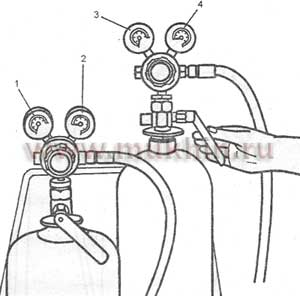
Рис. 103. Проверка наличия утечки: 1, 3 - манометр давления в баллоне; 2,
4 - манометр рабочего давления
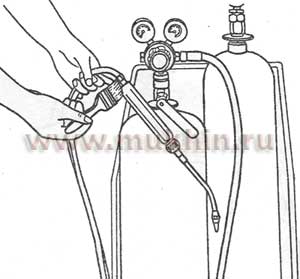
Рис. 103. Проверка наличия утечки
5. Проверка наличия утечки (рис. 102, 103). Чтобы убедиться в том, что вентили горелки закрыты, поверните кислородный и ацетиленовый вентили по часовой стрелке. Затем, отступив в сторону, медленно откройте вентиль кислородного баллона на пол-оборота. Поворачивайте регулировочный винт редуктора, пока манометр не покажет 20 фунтов (1,3 бара). После этого откройте вентиль ацетиленового баллона на четверть оборота и, вращая регулировочный винт редуктора, установите по манометру рабочего давления ацетилена 5 фунтов (0,3 бара). Закройте оба вентиля баллонов и следите за показаниями манометров. Уменьшение показаний свидетельствует о наличии утечки газов. Выполните снова операции по пунктам 2—4 и повторите описанную проверку. Если такое повторное затягивание соединений не приносит желаемого результата, нанесите с помощью кисти на все соединительные патрубки и шланги раствор для выявления утечки, состоящий из одного стакана жидкости для стирки и 4 литров воды. В месте утечки появятся пузырьки. Если же утечка не обнаружена, слегка откройте вентили горелки и с помощью редукторов установите требуемое давление в горелке.
Выключение сварочной установки
1. Продувка шлангов (рис. 104). Закройте оба вентиля на горелке — сначала ацетиленовый, потом кислородный, а затем вентили ацетиленового и кислородного баллонов. Откройте ацетиленовый вентиль на горелке и, после того как оба манометра редуктора баллона с ацетиленом покажут 0, закройте его. Продуйте таким же образом кислородный шланг.
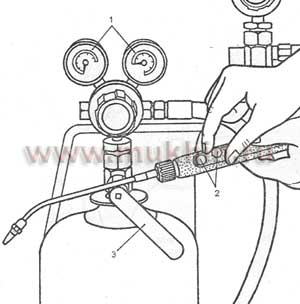
Рис. 104. Выключение сварочной установки: 1 — манометры; 2 —
регулировочная ручка; 3 — накладной ключ
2. Отвинчивание регулировочного винта редуктора (рис. 105). Поверните ручку регулировочного винта на редукторе баллона с ацетиленом против часовой стрелки до тех пор, пока не исчезнет сопротивление этому вращению. Затем проделайте ту же процедуру с редуктором баллона с кислородом, вращая его ручку также против часовой стрелки. Сверните шланги и повесьте их на тележку так, чтобы они не волочились по полу. Положите горелку на полку тележки.
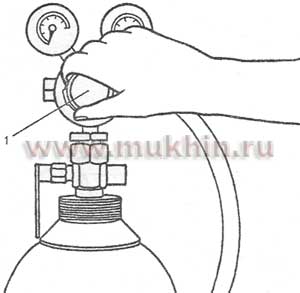
Рис. 105. Отвинчивание регулировочного винта редуктора: 1 —
регулировочная ручка
Зажигание и регулировка пламени горелки
1. Зажигание горелки (рис. 106). Откройте вентили обоих баллонов примерно на пол-оборота, а затем — вентили горелки, тоже на пол-оборота. С помощью ручек регулировочных винтов установите на манометрах давление, соответствующее рекомендуемым для используемого наконечника величинам, а затем закройте вентили горелки. Откройте ацетиленовый вентиль на пол-оборота и, держа зажигатель на расстоянии примерно 25 мм от конца мундштука, зажгите ацетилен. Если пламя дымное, то необходимо, добавляя больше ацетилена, добиться исчезновения дыма, после чего основание пламени должно приблизиться почти вплотную к концу мундштука горелки.
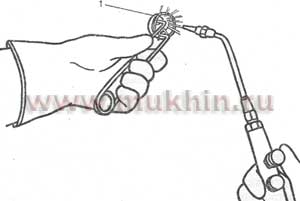
Рис. 106. Зажигание горелки: 1 — зажигатель
2. Регулировка пламени (рис. 107). Медленно откройте вентиль, подающий кислород в горелке, добиваясь появления вблизи края мундштука горелки резко выраженного голубовато-белого ядра. Отрегулируйте вентилем пламя так, чтобы получить так называемое нормальное пламя с закругленным ядром светло-голубого цвета. Избыток кислорода приводит к образованию окислительного пламени с остроконечным ядром и более коротким факелом, которое вызывает перегрев металла, приводящий к его окислению.
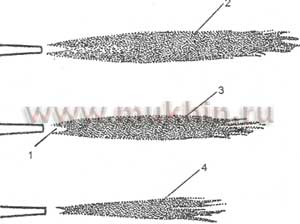
Рис. 107. Регулировка пламени: 1 — внутреннее ядро пламени; 2 —
восстановительное пламя; 3 — нормальное пламя; 4 — окислительное пламя
Основа газовой сварки — техника формирования линии сплавления
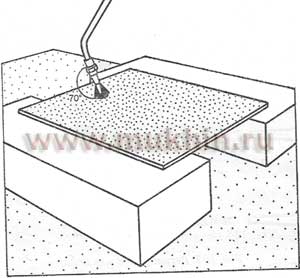
Рис. 108. Техника формирования линии оплавления
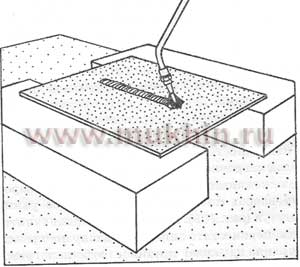
Рис. 109. Техника формирования линии оплавления
Формирование линии сплавления. Положите бракованный кусок листового металла толщиной 2—3 мм на два огнеупорных кирпича. Зажгите горелку и отрегулируйте горение так, чтобы получить нейтральное пламя. Держа мундштук горелки под углом от 60 до 70 градусов к поверхности металла, чтобы ядро пламени находилось на расстоянии примерно 2 мм над поверхностью металла, добейтесь образования круглой сварочной ванны (рис. 108). Затем круговыми движениями медленно переместите сварочную ванну вперед по направлению, которое указывает мундштук (рис. 109). Продолжая выполнять эти движения, переместите сварочную ванну поперек листа. Если ванна начинает слишком глубоко погружаться в металл, необходимо быстрее перемещать вперед горелку. Если ванна имеет небольшой размер и неправильные очертания, для исправления этих недостатков следует либо замедлить перемещение, либо увеличить угол наклона горелки. После завершения прохода поднимите щипцами лист и осмотрите его поверхность с обратной стороны. При качественном выполнении линии проплавления с обратной стороны листа образуется небольшое усиление, имеющее правильную форму.
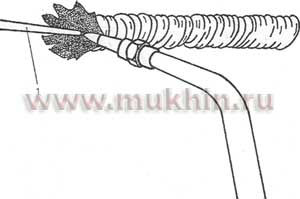
Рис. 110. Сварка с присадочным прутком: 1 — присадочный пруток
Наплавка с использованием присадочного прутка
Сварка с присадочным прутком (рис. 110). Возьмите присадочный пруток такой же толщины, что и лист металла, и нагрейте последний до образования сварочной ванны. Наклоните горелку и начните формировать линию сплавления. Одновременно введите конец присадочного прутка в середину сварочной ванны, удерживая его под углом 90 градусов к горелке, вдоль линии ее перемещения. Перемещайте горелку круговыми движениями, удерживая конец присадочного прутка непосредственно перед ней. По мере необходимости поднимайте и опускайте конец прутка в сварочную ванну, чтобы нарастить ровный валик металла, немного выступающий над поверхностью листа.
Вынимая пруток из ванны, не выводите его конец из пламени, чтобы он не охладился и не стал твердым. Если конец прутка прилип к сварочной ванне, не следует пытаться выдергивать его; вместо этого направьте пламя непосредственно на пруток и, когда он расплавится, плавным движением извлеките его. Прежде чем продолжить наплавку валика, убедитесь в полном расплавлении сварочной ванны.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
© 2000 - 2007 Oleg V. Mukhin.Ru™
