| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Техника сварки
При газовой сварке в зависимости от конструкции и конфигурации изделия можно применять следующие типы соединений: встык, внахлестку, втавр и угловое. Соединение внахлестку при газовой сварке больших толщин не применяется из-за сильного местного перегрева листов, вызывающего значительные внутренние напряжения в металле и деформацию. В зависимости от расположения шва в пространстве швы могут быть нижние, горизонтальные, вертикальные и потолочные.
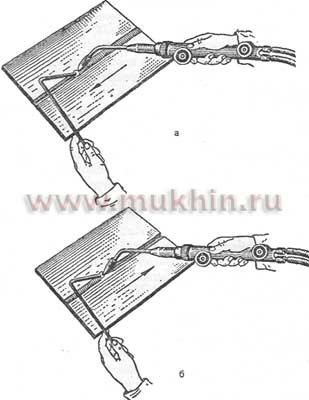
Рис. 96. Схема левой и правой сварки: а — левая сварка; б — правая сварка
Газовую сварку можно производить двумя методами — левым и правым, различающимися по направлению движения горелки вдоль оси шва. При обоих методах горелка находится в правой руке сварщика, а присадочная проволока — в левой руке и наклонена к оси шва под углом 45° в сторону, противоположную наклону мундштука горелки (рис. 96). Во избежание окисления расплавленного металла проволоки ее конец должен быть погружен в сварочную ванну. Восстановительная зона пламени предохраняет жидкий металл ванны от окисления и вместе с тем подогревает конец присадочной проволоки. Для лучшего перемешивания металла ванны и правильного формирования шва присадочной проволокой совершают колебательные движения.
При левой сварке горелку перемещают справа налево (от исходного положения сварщика), присадочную проволоку располагают впереди горелки, и пламя, направленное на кромки соединения, в сторону, противоположную сваренному участку шва, свободно растекается по поверхности изделия. При правой сварке горелка движется слева направо, присадочная проволока располагается между швом и горелкой, а пламя, направленное на шов, оказывается ограниченным кромками свариваемого изделия и наплавленным валиком. Поэтому при правой сварке повышается степень использования тепла и на 20—25% возрастает производительность. Преимущества правого метода сварки возрастают с увеличением толщины свариваемого металла.
Увеличение эффективности процесса проплавления металла при правой сварке дает возможность уменьшить угол раскрытия кромок стыкового шва до 60—70°. Ширина зоны термического влияния при правом методе сварки значительной толщины стали оказывается примерно в 1,5 раза меньше, чем при левой.
Газовая сварка стали
Сварка малоуглеродистой стали. Газовую сварку малоуглеродистой стали, так же как и всех других сталей — конструкционных (среднеуглеродистых и низколегированных) и высоколегированных, применяют преимущественно для малой толщины листов, порядка 2—3 мм. При сваривании металла больших толщин газовую сварку применяют главным образом в ремонтном деле (при отсутствии источников питания для дуговой сварки) и в монтажных условиях работы при сварке различных трубопроводов, арматуры котлов, химических аппаратов и т. д.
Наиболее типичным и распространенным видом соединения при газовой сварке является соединение встык. При сварке листов толщиной свыше 5 мм соединение встык осуществляют с разделкой кромок, причем, так же как и при дуговой сварке, разделка может быть односторонняя (V-образная) или двусторонняя (Х-образная). Параметры разделки — угол скоса кромок, притупление и зазор те же, что и при дуговой сварке. Соединение внахлестку допускается только при малой толщине листов — менее 3 мм. В качестве присадочного материала при сварке малоуглеродистой стали применяют проволоки из стали марок Св-I, Св-Ia и Св-II по ГОСТ. Выбор диаметра проволоки зависит от толщины свариваемого изделия и определяется по следующим формулам:
- для левой сварки: d=S/2+1 мм;
- для правой сварки: d=S/2+2 мм, где d — диаметр проволоки; S — толщина свариваемого металла в мм.
Сварку производят нормальным пламенем (О2/С2Н2=1,1—1,2). Мощность пламени, отождествляемая с расходом горючего газа, устанавливается из расчета Q=(100—120) л/час, где S — толщина металла в мм. Скорость сварки определяется по формуле: v=k/S м/ч, где S — толщина свариваемого металла в мм; к — коэффициент, равный для левой сварки 12, для правой 15.
Как правило, газовую сварку малоуглеродистой стали производят без предварительного подогрева (не считая местного подогрева, осуществляемого горелкой); необходимость в предварительном подогреве появляется только при большой толщине стали и в случае сварки при низких температурах. Флюсы при сварке малоуглеродистой стали не применяют.
Сварка конструкционных сталей. Газовую сварку конструкционных среднеуглеродистых и низколегированных сталей производят на тех же режимах и по той же технологии, что и сварку малоуглеродистой стали. В качестве присадочного материала для получения равнопрочного соединения следует применять проволоку того же состава, что и основной металл. Ввиду склонности конструкционных сталей к закалке газовая сварка их вследствие большого разогрева околошовной зоны обеспечивает меньшую скорость охлаждения, чем дуговая сварка, и тем самым уменьшает возможность образования хрупких закалочных структур.
Газовую сварку конструкционных сталей производят без применения флюсов. Предварительный подогрев перед сваркой и искусственно создаваемое замедленное охлаждение в нагретом месте, в шве и т. д. требуются главным образом при сварке среднелегированных сталей. При сварке низколегированных сталей подогрев применяют только при значительной толщине металла и в случае сварки при низких температурах.
Сварка высокоуглеродистых сталей. Затруднение при сварке этих сталей в основном заключается в склонности их к перегреву вследствие пониженной температуры плавления, а также в выгорании углерода и повышенном газообразовании. Сварку высокоуглеродистых сталей производят нормальным или слегка науглероживающим пламенем с небольшим избытком ацетилена. Мощность пламени Q=75 л/час. Перед сваркой изделия подогревают до 600—650°, что способствует более равномерному охлаждению.
В качестве присадочного материала применяют малоуглеродистую проволоку. Проволоку с повышенным содержанием углерода применять не рекомендуется из-за сильного кипения ванны и получаемой пористости металла шва, связанной с повышенным газообразованием. Сварку высокоуглеродистых сталей производят с применением флюса следующего состава: 50% углекислого натрия Na2CО3 и 50% двууглекислого натрия NaHCО3 . После сварки изделие отжигают при 750—800°.
Сварка нержавеющих хромоникелевых сталей. Наиболее распространенной нержавеющей сталью является 0Х18Н9(ЭЯ1) и 1Х18Н9Т(ЭЯ1Т). Трудности, возникающие при сварке этих сталей (независимо от способа сварки), в основном сводятся к следующему.
- В процессе сварки околошовная зона металла нагревается до высоких температур, и при замедленном охлаждении в интервале 600—700°С происходит выпадение карбидов хрома, связанное с разрушением аустенитной структуры данной стали.
- В процессе сварки возможно окисление хрома с образованием тугоплавкого окисла Cr2O3, плавящегося при 1900—2000°С и обычно остающегося в металле шва в виде неметаллического включения.
- Обладая низкой теплопроводностью и высоким коэффициентом линейного расширения, нержавеющая сталь имеет склонность к возникновению в ней (в околошовной зоне) значительных внутренних напряжений. При газовой сварке вследствие относительно малой интенсивности источника тепла — пламени, нагрев металла происходит в большой зоне, в результате чего скорость охлаждения металла в околошовной зоне незначительна и сталь сравнительно долго пребывает при температуре нагрева порядка 600—700°С, вследствие этого наблюдается выпадение карбидов. При газовой сварке также происходит окисление хрома, причем это окисление имеет место с обратной стороны свариваемых кромок, не защищенных от соприкосновения с воздухом.
Образующийся при газовой сварке окисел хрома имеет вид губчатой массы и, залегая в вершине сварного шва, в некоторых случаях является очагом образования трещин. Внутренние остаточные напряжения в нержавеющей стали при газовой сварке вследствие большого разогрева также больше, чем при дуговой сварке. Таким образом, газовая сварка нержавеющей стали является худшим способом, по сравнению с дуговой сваркой, не гарантирующим сохранения структуры стали и получения качественного соединения.
Тем не менее в некоторых случаях для сталей малых толщин (до 1,5—2 мм) применяют газовую сварку. Процесс газовой сварки ведут нормальным пламенем. Мощность пламени та же, что и при сварке малоуглеродистой стали. В качестве присадочного материала служит проволока того же состава, что и основной металл, в некоторых случаях с небольшой добавкой титана или ниобия, уменьшающего выпадение карбидов хрома.
Сварку ведут с применением флюса, содержащего по одной весовой части буры, борной кислоты и кремнекислой соды, наносимого на присадочный металл и на свариваемые кромки с обратной стороны шва. Весьма радикальным средством для уничтожения выпавших в процессе сварки карбидов хрома является термическая обработка сварного изделия, заключающаяся в нагреве до 1100°С, выдержке при этой температуре и быстром охлаждении.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
- Планки штакетника набивают на слеги
- Солнцепоклонники
- Проекты коттеджей, проекты домов. Интернет-магазин проектов коттеджей, домов
© 2000 - 2007 Oleg V. Mukhin.Ru™
