| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Сварочные работы при устройстве кровли
При строительстве домов свыше двух этажей обычно проводятся сварочные работы. Обычно метод сварки применяется при устройстве кровель из меди — очень декоративного материала, которые после монтажа не нуждается в дополнительном поддержании. Также к сварочным работам можно приступать в том случае, если используемый кровельный материал достаточно тяжел.
Организация рабочего места
В зависимости от характера работы сварку можно вести, находясь на одном месте или периодически передвигаясь по рабочей площадке. Поэтому рабочее место сварщика может быть как мобильным, так и постоянным. Независимо от этого существует строго определенный набор необходимых приспособлений и инструментов. Среди них выделяют: источник электропитания, сварочный трансформатор, сварочные провода, держатель электрода, защитный щиток для лица, брезентовая защитная одежда, оградительные щиты, средства пожаротушения, необходимые инструменты, асбестовый лист.
Если сварочные работы ведутся в кабине, то стены кабины лучше окрасить в светло-серый цвет. Такой тип окраски способствует лучшему поглощению ультрафиолетовых лучей. Кроме того, в кабине должно быть хорошее освещение и вентиляция. Полы по требованиям противопожарной безопасности должны быть из кирпича, бетона или цемента. Размеры кабины — 2 X 2,5 м. Ее стенки изготавливают из тонкого металла, фанеры, брезента. И фанера, и брезент пропитываются огнестойким составом. Рабочий стол сварщика не должен превышать высоту 0,6-0,7 м. Материал столешницы — толстая листовая сталь.
Фибровые маски и щитки защищают глаза и лицо сварщика от вредных излучений. Внутренняя сторона корпусов щитков и масок должна иметь матовую гладкую поверхность черного цвета. Защиту от излучений обеспечивают и темно-зеленые светофильтры (тип С). Если сварочные работы выполняются покрытыми электродами, то лучше выбирать следующие светофильтры: при токе 100 А — светофильтр С5, 200 А — С6, 300 А — С7, 400 А — С8, 500-600 А — С9. Если сварка проводится в двуокиси углерода при токе 50-100 А, то применяют светофильтр С1, 100-150 А — С2, 150-250 А — С3, 250-300 А — С4, 300-400 А — С5.
Электродержатели нужны для закрепления электрода и подвода к нему тока при ручной дуговой сварке. Различают электродержатели пассатижного, винтового, пружинного, рычажного и других типов. Электродержатели позволяют закреплять электрод в одном из трех положений: под углом 0, 60, 90° относительно продольной оси рукоятки. Сварочные кабели служат для подвода тока к электродержателю и, соответственно, к изделию от источника питания. Наиболее распространены кабели марок РГД, РГДО, РГДВ. Рекомендуемая длина кабеля — 2-3 м, остальную часть можно заменить кабелями марок КРПНТ и КРПСН. Если длина кабеля превышает 30-40 м, то происходит значительное падение напряжения в сварочной цепи, что, естественно, плохо влияет на качество сварки. При силе тока дуги 200 А площадь сечения кабеля должна быть 40 мм2, 300 А — 70 мм2, 400 А — 120 мм2. Комплекты для сварочных работ включают в себя три разновидности: КИ-50, К.И-315, КИ-125. Кроме того, существуют наборы ЭНИ-300 и ЭНИ-300/1. Они включают в себя следующие инструменты: электродержатель с запасными частями, соединительная муфта, клемма заземления, щетка-зубило, отвертка с диэлектрической ручкой, две диэлектрические ручки, плоскогубцы комбинированные, ключ гаечный разводной, клеймо сварщика, молоток, два защитных светофильтра, стекло покровное для щитка сварщика, отрезок кабеля марки РГД длиной 3 м.
Типы электродов
При дуговой сварке плавлением применяют плавящиеся электроды, выполненные из холоднотянутой калиброванной или горячекатаной проволоки диаметром 0,3-12 мм, или порошковой проволоки. В качестве электродов используют также электродные ленты и пластины. Электроды классифицируют по материалу, назначению для сварки определенных сталей, по толщине покрытия, нанесенного на стержень, видам покрытия, характеру шлака, образующегося при расплавлении, техническим свойствам металла шва и пр.
На все электроды наносится определенный состав — покрытие. Общее назначение электродных покрытий — обеспечение стабильности горения сварочной дуги и получение металла шва с заранее заданными свойствами. Наиболее важными свойствами являются пластичность, прочность, ударная вязкость, стойкость против коррозии. Покрытие выполняет множество важных функций.
Во-первых, это газовая защита зоны сварки и расплавленного металла, которая образуется при сгорании газообразующих веществ. Она предохраняет расплавленный металл от воздействия кислорода и азота. Такие вещества вводятся в покрытие в виде древесной муки, целлюлозы, хлопчатобумажной ткани. Во-вторых, раскисление металла сварочной ванны элементами, обладающими большим родством с кислородом, чем железо. К таким элементам относятся марганец, титан, молибден, хром, кремний, алюминий, графит. Раскислители входят в покрытие не в чистом виде, а в виде ферросплавов. В-третьих, шлаковая защита. Шлаковое покрытие уменьшает скорость охлаждения и затвердения металла шва, способствуя тем самым выходу газовых и неметаллических включений. Шлакообразующие компоненты покрытий представляют собой титановые и марганцевые руды, каолин, мрамор, кварцевый песок, доломит, полевой шпат и др. В-четвертых, легирование металла шва для придания ему специальных свойств (повышение механических свойств, износостойкости, жаростойкости, сопротивления коррозии). В качестве легирующих компонентов используются хром, никель, молибден, вольфрам, марганец, титан.
Кроме того, для повышения производительности сварки в электродные покрытия вводят железный порошок. Такой порошок облегчает повторное зажигание дуги, уменьшает скорость охлаждения наплавленного металла, что благоприятно сказывается на сварке в условиях низких температур. Содержание порошка может достигать до 60% массы покрытия. Для закрепления покрытия на стержне электрода обычно используют связующие компоненты — такие, как жидкое стекло. Для придания покрытию лучших пластических свойств в него вводят формующие добавки — такие, как бетонит, каолин, декстрин, слюда и пр. В зависимости от свариваемых материалов все электроды делятся на следующие группы:
- Л — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (пять типов: Э70, Э85, Э100, Э125, Э150);
- У — для сварки углеродистых и низкоуглеродистых конструкционных сталей;
- В — для сварки высоколегированных сталей с особыми свойствами;
- Т — для сварки легированных теплоустойчивых сталей — 9 типов;
- Н — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Гарантируемый предел прочности металла шва обозначается в марке электродов цифрами. Например, название электрода, обозначенное Э42, говорит о том, что он предназначен для дуговой сварки; минимальный предел прочности металла шва — 420 МПа.
Основные виды сварки
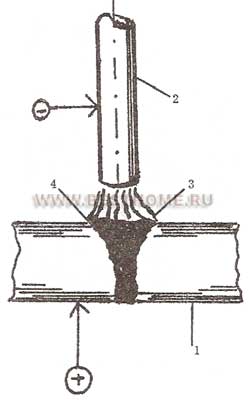
Рис. 95. Дуговая сварка:
1 — соединяемые детали; 2 — электрод; 3 — дуга; 4 — сварочная ванна
Дуговая сварка представляет собой соединение расплавленных металлов между собой с помощью электрической дуги (рис. 95). Этот тип сварки включает в себя такие виды, как плазменная, электрошлаковая, электронно-лучевая и термитная. Плазменная сварка основана на пропускании электрического тока большой плотности через газовую среду, находящуюся под некоторым давлением. Ионизированный газ называют плазмой. Температура плазменной струи достигает 50 000 °С. В электрошлаковой сварке плавление металла происходит за счет теплоты, выделяемой электрическим током, проходящим через расплавленный шлак (рис. 96).
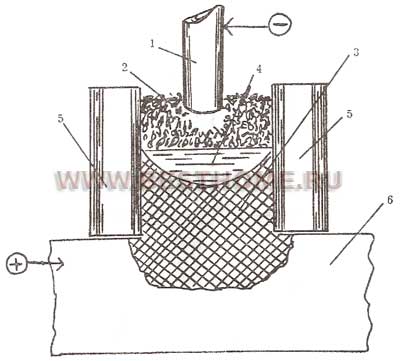
Рис. 96. Электрошлаковая сварка:
1 — электрод; 2 — электропроводный шлак; 3 — образуемый шов; 4 — сварочная ванна; 5 — перегородки, формирующие шов; 6 — металл
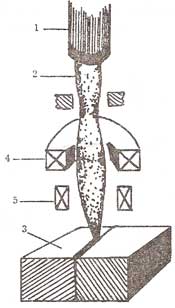
Рис. 97. Электронно-лучевая сварка:
1 — катод; 2 — пучок; 3 — соединяемые заготовки; 4 — магнитная линза; 5 — катушка
Энергия электронного луча нашла свое применение в электронно-лучевой сварке. Теплота выделяется в результате бомбардировки поверхности металла электронами, имеющими большие скорости; анодом служит свариваемая деталь, катодом — вольфрамовая спираль (рис. 97). Поверхность катода испускает электроны, формируемые в пучок, который фокусируется на соединяемые заготовки магнитной линзой. Перемещает луч специальная катушка.
Использование теплоты, выделяемой нагретой смесью оксида железа и алюминия, лежит в основе термитной сварки. Свариваемые детали находятся в огнеупорной форме, а в тигле, находящемся сверху, находится смесь металлов. При горении температура этой смеси (по-другому, термита) достигает более 2000 °С. В результате образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя тем самым шов.
В ультразвуковой сварке ультразвуковые колебания передаются по волноводу от преобразователя к рабочему наконечнику. Соединяемые изделия помещают между наконечником и специальной опорой. Под действием вертикального сжимающего усилия и ультразвуковых колебаний в заготовках возникают силы трения, достаточные для получения сварного соединения (рис. 98).
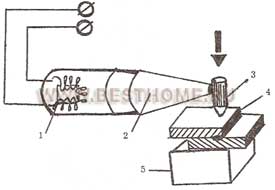
Рис. 98. Ультразвуковая сварка:
1 — магнитострикционный преобразователь; 2 — волновод; 3 — рабочий наконечник; 4 — соединяемые изделия; 5 — опора
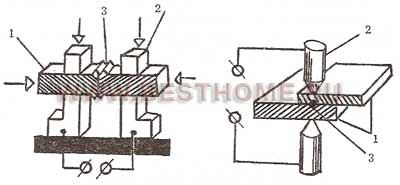
Рис. 99. Контактная сварка:
1 — соединяемые заготовки; 2 — электроды; 3 — зона контакта
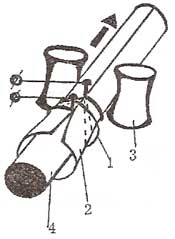
Рис. 100. Радиочастотная сварка:
1 — высокочастотный индуктор; 2 — свариваемые части; 3 — ролики; 4 — ферритовый сердечник
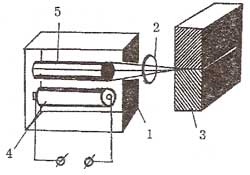
Рис. 101. Лазерная сварка:
1 — излучение лазера; 2 — линза; 3 — свариваемые заготовки; 4 — лампа накачки; 5 — рубиновый стержень
При контактной сварке, которая, в свою очередь, делится на точечную и стыковую, происходит сварка давлением. Здесь соединяемые заготовки зажимаются электродами. В зоне контакта под действием сварочного тока происходит сильный разогрев, затем сжатие заготовок и, как результат, образование сварного соединения (рис. 99). Если при соединении изделия используют радиочастотную сварку, то свариваемые заготовки нагреваются с помощью высокочастотного индуктора. В результате этого происходит оплавление кромок заготовок. Сварное соединение получается в результате сжимающего действия роликов (рис. 100). Сердечник из феррита повышает эффективность процесса. Лазерная сварка осуществляется световым лучом, получаемым от специальных твердых и газовых излучателей. Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от генератора (рис. 101).
Сварка трением осуществляется с помощью вращения одного из стержней и соприкосновения его торца с торцом закрепленного стержня; концы стержней разогреваются и с приложением осевого усилия свариваются. Холодная сварка базируется на свойстве металла схватываться при значительном давлении. В зависимости от механизации процесса сварку можно разделить на ручную, механизированную и автоматическую.
Виды сварных соединений и швов при дуговой сварке
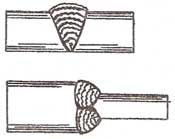 Рис. 102. Стыковой шов |
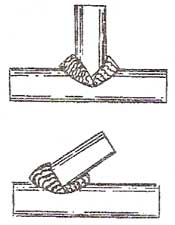 Рис. 103. Тавровый шов |
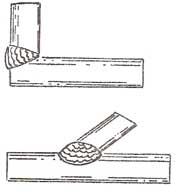 Рис. 104. Угловой шов |
 Рис. 105. Нахлесточный шов |
Сварные швы можно разделить на 4 вида: стыковые, тавровые, угловые и нахлесточные. Сам по себе шов представляет закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Стыковой шов предназначен для соединения торцевых поверхностей деталей, причем толщина их может быть различной (рис. 102). Стыковые швы широко применяют в машиностроении, а также при сварке больших емкостей и труб. В тавровом шве торец одной заготовки приваривается к боковой поверхности другой (рис. 103). Обычно такие соединения имеют вид буквы «Т» (отсюда и название). Элементы в тавровом соединении можно соединять как под прямым, так и под любым другим углом. Угловой шов соединяет два элемента, которые находятся под любым углом друг к другу (рис. 104). Такие швы получили распространение в строительстве. При соединении 2 листов металла, в котором один лист накладывается на другой с нахлестом, образуется нахлесточный шов (рис. 105). Нахлесточные швы применяются в конструкциях металлических форм, резервуаров и пр.
Подготовительные работы
Подготовительные работы включают в себя правку, разметку, резку, подготовку кромок под сварку и холодную или горячую гибку. Правку выполняют на станках или вручную. При правке устраняются деформации металла. Металл небольшой толщины правится в холодном состоянии, а толстый предварительно подогревается до 250-300 °С.
Целью разметки является нанесение размеров детали на металл. Обычно ее наносят по шаблонам из алюминиевого листа. При разметке используют линейку, угольник, рулетку, чертилку.
Резка может быть как механической, так и термической. Наиболее производительной является механическая. Термическая же, уступая ей, является более универсальной, так как позволяет с большей точностью выкроить заготовки различной геометрической формы.
Подготовка кромок, как и резка, ведется 2 способами: механическим и термическим. В основном используется механический способ. Используя 2 или 3 резака, расположенных под разными углами, можно получить кромки с односторонним или двусторонним скосом.
Кроме классической гибки, осуществляемой на листогибочных вальцах, существует множество других способов. В подготовительные работы, кроме вышеперечисленных, входит также очистка металла от масла, ржавчины, окалины, влаги и различных неметаллических загрязнений. Присутствие этих загрязнений часто является причиной образования в сварных швах пор, трещин, шлаковых включений, что ведет к снижению прочности сварного соединения.
Техника выполнения ручной дуговой сварки
Дуговая сварка металлическими электродами с покрытием остается самым распространенным методом, применяемым при изготовлении и монтаже конструкций. В начале работы следует зажечь (возбудить) дугу, установив нужное значение сварочного тока. Оно зависит от марки электрода и типа сварного соединения. Зажигать дугу можно разными способами. При первом способе электрод приближают перпендикулярно к поверхности изделия и, коснувшись металла, быстро отводят вверх на необходимую длину дуги. При втором способе электродом вскользь чиркают по поверхности металла.
Существует такое понятие, как длина дуги. Она напрямую зависит от марки и диаметра электрода, разделки свариваемых кромок. Нормальная длина дуги составляет 0,5—1,1 диаметра электрода. Если длину увеличить, то качество наплавленного металла шва снижается ввиду его интенсивного окисления и азотирования; глубина проплавления основного металла уменьшается, ухудшая внешний вид шва. Сварку можно вести в разных направлениях: от себя, к себе, слева направо, справа налево (рис. 106). Независимо от этого электрод всегда должен быть наклонен к оси шва таким образом, чтобы основной металл проплавлялся на наибольшую глубину. Для получения гладкого и плотного шва необходимо, чтобы угол наклона электрода в сторону ведения шва составлял 15°.
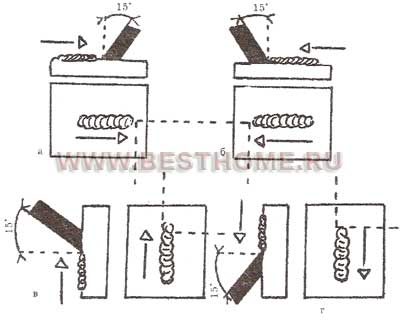
Рис. 106. Направление движения электродов:
а — движение электрода вправо; б — движение электрода влево; в — движение электрода вверх; г — движение электрода вниз
Существует 3 основных направления движения электрода. Первое из них — поступательное вдоль оси. Движение вдоль оси позволяет обеспечить постоянство длины дуги и связать это со скоростью плавления электродов. Второе движение электрода — перемещение вдоль оси образуемого валика в направлении наплавки для образования шва. Образуется узкий валик, ширина которого зависит от скорости перемещения дуги по поверхности и сварочного тока. Узкий валик накладывают, проваривая корень шва или сваривая тонкие листы. Третье движение включает в себя поперечные колебательные движения электрода (рис. 107).
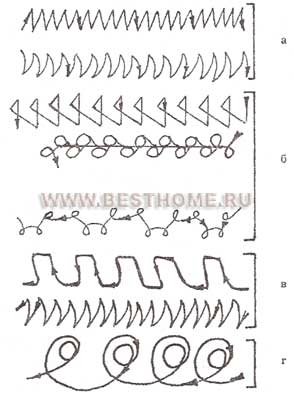
Рис. 107. Виды поперечных движений электрода при различных режимах прогрева:
а — при слабом прогреве кромок; б — при усиленном прогреве кромок; в — при усиленном прогреве одной кромки; г — при хорошем прогреве корня шва
Техника сварки в нижнем положении
При этом положении можно получить сварные швы наиболее высокого качества, так как в этом случае значительно облегчаются условия выделения неметаллических включений и газов из расплавленного металла сварочной ванны. Сечение шва можно заполнить в один проход, многослойно и в несколько проходов. Однопроходная сварка с v-образной разделкой кромок выполняется с поперечными колебаниями электрода на всю ширину, с выходом дуги со скоса кромок на необработанную поверхность (рис. 108).

Рис. 108. Однопроходное сечение стыкового шва
![]()
Рис. 109. Многослойное сечение стыкового шва
![]()
Рис. 110. Многопроходное сечение стыкового шва
Если число слоев равно числу проходов дуги, то шов называют многослойным. Если слой выполняется за несколько проходов, шов называют многопроходным. При сварке шва с v-образной разделкой за несколько проходов можно обеспечить гораздо лучший провар первого слоя в корне разделки (рис. 109). Сварку ведут без поперечных колебаний с помощью электродов диаметром 3-4 мм. В зависимости от толщины металла последующие слои выполняют электродами большего диаметра, с поперечными колебаниями. Необходимо тщательно очищать от шлака и брызг металла все предыдущие слои: это обеспечит хороший провар и высокое качество шва. Разделку кромок можно заполнять швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик можно выполнить на всю ширину разделки (рис. 110).
Вышеперечисленные виды швов нашли свое применение в различных соединениях: многослойные швы в стыковых, многопроходные — в угловых и тавровых соединениях. Протяженность швов варьируется от 300 до 1000 мм. В зависимости от этого все швы подразделяются на три группы: короткие — до 300 мм, средние — 300-1000 мм, длинные — свыше 1000 мм. На выбор того или иного способа сварки влияют протяженность шва, свойства свариваемого материала и качество сварных соединений. Выполнение коротких швов (до 300 мм) относят к наиболее простому способу. От начала до конца шва осуществляется движение напроход (рис. 111, а). При шве средней длины сварка ведется от середины к концу (рис. 111, б) или обратно-ступенчатым способом. Швы, имеющие большую протяженность, можно варить как обратноступенчатым способом, так и вразброс. При обратноступенчатом способе удобно разбить шов на небольшие участки длиной 150-200 мм. Направление сварки каждого участка не должно совпадать с общим направлением сварки (рис. 111, в). Швы конструкций, несущих большую нагрузку и имеющих значительную толщину свариваемых поверхностей, обычно сваривают способом «каскад» (рис. 111, г) или «горка» (рис. 111, д).

Рис. 111. Различные схемы сварки:
а — сварка напроход; сварка от середины к краям; в — обратноступенчатый способ; г — «каскад»; д — «горка»
Чтобы в зоне сварки не возникали объемные напряжения, ведущие к образованию трещин, необходимо во время работы поддерживать в ней высокую температуру. Величина сварочного тока влияет на толщину шва свариваемых деталей из низкоуглеродистой стали. Она может колебаться от 3 до 5 мм. При силе тока, равной 100 А, происходит расплавление металла на глубину 1 мм с термической обработкой нижнего слоя на глубину 1—2 мм. Если сила тока достигает 200 А, то толщина слоя возрастает до 4 мм. При этом происходит термическая обработка нижнего слоя на глубину 2-3 мм.
Рис. 112. Сварка на весу |
Рис. 113. Сварка на медной съемной подкладке |
Рис. 114. Сварка на остающейся стальной подкладке |
Рис. 115. Сварка с предварительным подварочным швом |
Если сварка ведется на весу (рис. 112), то необходимо обеспечить максимальный провар корня шва и сформировать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной (рис. 113) или остающейся стальной подкладке (рис. 114). При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное обжатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва с последующей укладкой основного шва (рис. 115).
Окончание сварки
Правильная заварка кратера при обрыве дуги — окончание сварки — играет важную роль в сварочном процессе. В зоне кратера скапливается наибольшее количество вредных примесей, образовавшихся в процессе кристаллизации металла. В этой зоне трещины образуются наиболее часто. Если сварка закончена, то при обрыве дуги не рекомендуется резко отводить электрод от изделия. Перемещения электрода следует прекратить и до обрыва медленно удлинять дугу. Такой прием способствует заполнению кратера электродным металлом. В некоторых случаях, например при сварке низкоуглеродистой стали, кратер выводят на основной металл, в сторону от шва. Если понадобилась смена электродов или произошел случайный обрыв дуги, то ее можно возбудить на еще нерасплавленном основном металле перед кратером. Металл проплавляют на кратере. Если ведется сварка стали, которая образует закалочные структуры, то вывод кратера в сторону недопустим из-за возможности образования трещин.
Определение режима сварки
Основными параметрами нормального режима сварки являются величина и полярность тока, диаметр электрода, скорость сварки и напряжение на дуге. Существуют и дополнительные параметры — толщина покрытия электрода и его состав, положение электрода и положение изделия. Сварочный ток выбирают, ориентируясь на марку и диаметр электрода, учитывая при этом положение шва в пространстве, вид соединения, а также толщину свариваемого изделия. При этом сила тока должна быть максимально возможной. Чем больше ток, тем выше производительность труда и больше наплавляется металла. Увеличение силы тока влияет также на глубину провара.
Полярность тока и его вид (постоянный или переменный) оказывают влияние на размеры шва и его форму. Если сварка ведется при постоянном токе, имеющем обратную полярность, то глубина провара на 50% больше, чем при постоянном токе прямой полярности. Это объясняется тем, что на аноде и катоде выделяется разное количество теплоты. Глубина провара при сварке переменным током на 15% меньше той, которая получается при сварке постоянным током прямой полярности. На диаметр электрода влияют толщина свариваемого металла, вид соединения и форма подготовленных кромок под сварку. Если ведется сварка стыков металла, толщина которых достигает 4 мм, то используются электроды того же диаметра, что и толщина кромок.
Если свариваемый металл имеет большую толщину, то задействуются электроды диаметром 4-8 мм. При этом должны соблюдаться условия провара основного металла. Если стыковые швы имеют несколько слоев, то желательно первый шов выполнить электродом диаметром 3—4 мм, с обязательной сваркой последующих слоев электродами большего диаметра.
Техника выполнения горизонтальных, вертикальных и потолочных швов
Если сварка швов ведется в положениях, отличающихся от нижнего, то возникает вероятность вытекания расплавленного металла из сварочной ванны. В таких положениях металл может капать мимо нее. Для предотвращения этого сварку следует вести наиболее короткой дугой, ведя поперечные колебания электродов. Слой расплавленного металла удерживается от вытекания из сварочной ванны силой поверхностного натяжения. Чем тоньше пленка расплавленного металла, тем больше вероятность ее удержания этой силой. Достигается это за счет периодического отведения в сторону от ванны конца электрода. Такое отведение создает возможность быстрой кристаллизации металла. Удерживать металл от вытекания помогают и такие приемы, как понижение на 10-20% силы тока и применение электродов уменьшенного диаметра: для вертикальных и горизонтальных швов — не более 5 мм, для потолочных — 10 мм.
Выполнение вертикальных швов
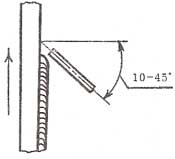
Рис. 116. Вертикальный шов
Сварку таких швов можно осуществлять как на подъем, так и на спуск (рис. 116). При сварке на подъем нижележащий металл шва, который почти закристаллизовался, удерживает расплавленный металл, находящийся в сварочной ванне. Сварка на подъем дает возможность более тщательно проваривать корень шва и кромки, так как расплавленный металл стекает с электрода прямо в сварочную ванну. Недостатком данного способа является грубый внешний вид шва: его поверхность как будто покрыта чешуей. При сварке на спуск трудно получить качественный провар места соединения деталей, так как шлак и расплавленный металл подтекают под дугу. При малом значении силы поверхностного натяжения происходит вытекание металла из сварочной ванны.
Выполнение потолочного шва

Рис. 117. Потолочный шов
Выполнение потолочного шва (рис. 117) представляет определенные трудности. По возможности следует заменять этот трудоемкий вид каким-либо другим. При таком способе сварку производят, периодически замыкая конец электрода на сварочную ванну. Металл сварочной ванны начинает кристаллизоваться, тем самым уменьшая объем сварочной ванны. Параллельно этому в сварочную ванну вносится расплавленный электродный металл. Подрезы образуются при удлинении дуги. Сварка таких швов создает неблагоприятные условия для выделения шлаков и газов из сварочной ванны.
Выполнение горизонтального шва
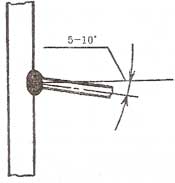
Рис. 118. Горизонтальный шов
Горизонтальные стыковые швы (рис. 118), в отличие от вертикальных, более сложны в выполнении. Объясняется это тем, что расплавленный металл стекает из сварочной ванны на нижнюю кромку, что влечет за собой образование подреза по верхней кромке. По этой причине сварку металла повышенной толщины производят со скосом только одной верхней кромки. Нижняя помогает удерживать расплавленный металл в сварочной ванне. В нахлесточных соединениях сварка угловых швов не представляет особых трудностей и выполняется по тому же способу, что и сварка в нижнем положении.
Особенности сварки различных материалов
Сварка низкоуглеродистых сталей
Хорошо свариваются низкоуглеродистые стали, содержащие до 0,25% углерода. Такие соединения легко обрабатываются режущими инструментами. Чтобы исключить перегрев и образование закалочных структур, используют многослойную сварку с большим интервалом времени между наложением слоев. Дуговую сварку металла толщиной 2 мм обычно ведут на постоянном токе обратной полярности. Изделия толщиной более 15 мм подвергают после сварки термообработке. Сварка толстого металла «каскадом» или «горкой» с замедлением скорости охлаждения металла и околошовной зоны предупреждает образование закалочных структур. Дефектные участки обычно подваривают швами нормального сечения длиной не менее 100 мм или предварительно подогревают до температуры 150-200 °С.
Сварка углеродистых сталей
Сварка таких марок сталей часто чревата образованием трещин как в основном, так и в наплавленном металле. Чтобы получить качественное соединение, необходимо соблюдать следующие соотношения между диаметром электрода и значением сварочного тока:
| Диаметр электродов, мм | 2 | 2,5 | 3 |
| Сварочный ток, А | 40-60 | 50-75 | 80-100 |
| Диаметр электродов, мм | 4 | 5 | 6 |
| Сварочный ток, А | 130-150 | 170-200 | 200-280 |
Сварка тонколистовой стали
При толщине свариваемого металла менее 2 мм применение ручной дуговой сварки часто вызывает образование прожогов. Чтобы избежать этого, следует выполнить следующие рекомендации:
- при сварке швов применять электроды малого диаметра (1,6-2 мм);
- сила тока должна быть минимальной — 50-70 А;
- для обеспечения устойчивого горения дуги необходимо подключать осциллятор;
- для исключения образования прожогов применять отбортовки кромок свариваемых листов.
Сварку листов, имеющих разную толщину, рекомендуется делать посредством плавного перехода от более толстого металла к тонкому, применяя осциллятор.
Сварка цветных металлов
Сварка меди осложняется наличием примесей, имеющихся в ее составе, большой теплопроводностью и способностью сильно окисляться в расплавленном состоянии. Кроме того, медь сильно поглощает водород в расплавленном состоянии. Внутри свариваемого участка образуются пузырьки воды, которые являются причиной возникновения большого количества микротрещин. Такое явление называется водородной болезнью меди. Предупреждает образование болезни снижение количества водорода в зоне сварки путем прокалки электродов и флюсов и применения защитных газов.
Для малоответственных изделий применяется ручная сварка угольным электродом. Угольные электроды используются при толщине меди до 15 мм. Графитовые электроды применяются при большой толщине свариваемых поверхностей. Сварка ведется электродами, заточенными на конус на 1/3 его длины, постоянным током прямой полярности при плотности тока на электроде, равной 200-400 А/см2. Рекомендуется вести сварку длинной дугой и не погружать присадочный материал в ванну, а держать под углом 30° к изделию на расстоянии 6 мм от свариваемого изделия. Электрод лучше держать под углом 75-90° к свариваемому изделию. Выделяемый в процессе сварки углекислый газ является недостаточной защитой металла от окисления. В качестве защиты хорошо зарекомендовал себя присадочный материал с раскислителем — фосфором, или флюс, состоящий из 94% прокаленной буры и 4-6% металлического магния. Поверхность прутка смачивают жидким стеклом, затем наносят флюс в виде пудры и просушивают.
Если толщина заготовок превышает 5 мм, то угол среза на кромках должен составлять 70-90°. При сварке используют графитовые или асбестовые подкладки. Зазор между кромками должен составлять 0,5 мм; электрод следует держать под углом 10-20° к вертикали. Если толщина соединения составляет около 5 мм, то его проковывают без подогрева; при большой толщине используют подогрев до 800 °С и последующее быстрое охлаждение. Во избежание снижения механических свойств сварка стыковых швов ведется в один слой и с одной стороны.
Если предпочтительна ручная сварка покрытыми электродами, то ее ведут на постоянном токе обратной полярности короткой дугой без поперечных колебаний. Для лучшего формирования шва рекомендуются возвратно-поступательные движения электродов. Если удлинить дугу, то это вызовет увеличение разбрызгивания и повлияет на формирование шва. Механические свойства соединений от этого снижаются.
При толщине медных заготовок до 4 мм сварка ведется без раздела кромок и подогрева. При толщине листа свыше 5 мм обязательны предварительный подогрев до температуры 250—300 °С и односторонняя разделка кромок с углом 60-70° с последующим притуплением их до 1,5—3 мм. Х-образная разделка рекомендуется при больших толщинах. При сварке меди часто используют электроды «Комсомолец-100», получившие наибольшее распространение, в которых в качестве стержня используется медная проволока M1 и М2. Медные электроды диаметром менее 3 мм применяют редко, так как они имеют низкую механическую прочность.
Высокопроизводительные электроды марок АНЦ-1 и АНЦ-2 обеспечивают выполнение сварки без подогрева заготовок, имеющих толщину до 15 мм. Если использовать небольшой подогрев (250-400 °С), то эти электроды можно использовать для сварки медных изделий большой толщины.
Различные виды бронзы отличаются друг от друга по свариваемости, поэтому технология сварки бронзы довольно различна. Химический состав свариваемого металла должен быть сходным с составом присадочного материала. Сварку выполняют постоянным током обратной полярности, двигаясь короткими отрезками. При сварке латуни применяют электроды марки ЗТ. Температура плавления латуни — 800-1000 °С. Сварка ведется постоянным током обратной полярности, короткой дугой. Шов после сварки подвергается проковке и отжигу при температуре 600-660 °С: это необходимо для выравнивания химического состава и придания шву мелкозернистой структуры.
Благодаря своей высокой коррозионной стойкости, жаропрочности и жаростойкости никель и его сплавы являются важнейшими конструкционными материалами, которые используются в разных отраслях промышленности. Никель и его сплавы можно сваривать дуговой, газовой и другими видами сварок. Если толщина заготовок не превышает 5 мм, то сварка ведется без разделки кромок. При толщине от 6 до 12 м применяется v-образная разделка кромок, а при толщине более 12 мм — х-образная, с углом раскрытия 60—70° и притуплением 2-4 мм в зависимости от толщины свариваемого металла.
Зазоры под сварку не должны превышать 1—1,5 мм. Кромки перед сваркой зачищают до металлического блеска и обезжиривают ацетоном или авиационным бензином. Так как никель и его сплавы имеют высокое электрическое сопротивление, при сварке вылет проволоки следует уменьшать в 1,5-2 раза по сравнению с вылетом электрода при сварке сталей. Основные трудности при сварке никеля и его сплавов — высокая склонность к образованию пор и кристаллизационных трещин. Это связано с переходом металла из твердого в жидкое состояние, в результате которого образуются нерастворимые продукты, способствующие образованию пор в металле шва. Техника сварки должна предусматривать надежную защиту зоны сварки от атмосферного воздуха и хорошее раскисление варочной ванны.
Одной из эффективных мер является сварка короткой дугой (до 1,5 мм), при которой резко уменьшается подсос газов из атмосферы. Чтобы предупредить образование пор по линии сплавления, необходимо перед сваркой предварительно подогревать металл до температуры 250-300 °С с последующим охлаждением на воздухе. При толщине листов свыше 1,5 мм применяют электроды с основным покрытием на постоянном токе обратной полярности. Для того чтобы снизить напряжение в сварном соединении и предупредить перегрев электрода, используют пониженный ток (по сравнению с током, применяемым для сварки стали).
Сварка ведется в нижнем положении, причем поперечные колебания электрода не должны превышать трех диаметров электрода. При случайных обрывах дуги ее возбуждают на зачищенном от шлака шве, отступая назад от кратера на 5-6 мм. Сварка выполняется за один проход. При большой толщине свариваемых кромок ведут многопроходную сварку после остывания соединения и тщательной очистки предыдущего слоя от брызг и шлака.
Если предпочтительна полуавтоматическая сварка, то ее ведут плавящимся электродом в среде защитных газов на постоянном токе обратной полярности. В качестве защитной среды служит аргон и гелий. Повышает качество швов введение в аргон до 20% водорода. Сварку ведут стандартными полуавтоматами с горелкой, которую наклоняют углом вперед на 10-15° от вертикали. Чтобы в шве не образовывались поры, рекомендуется применять сварочную проволоку, легированную до 3% титаном или добавками редкоземельных элементов.
Предупреждают прожоги и способствуют формированию обратной стороны шва флюсовые подушки или медные формующие подкладки. Сварка начинается и заканчивается на технологических планках с разделкой кромок и толщиной, равной толщине свариваемого металла. Незначительная теплопроводность и низкая температура плавления свинца требуют применения небольшой погонной энергии сварки. Сварка свинца может проводиться в любом положении, но при наклоне изделия более 10-15° происходит вытекание металла из ванны, что влияет на формирование сварных швов. Приемлемым является нижнее положение, на которое и нужно ориентироваться при сварке свинцовых изделий.
Так как свинец имеет большую плотность и существует вероятность провалов ванны, рекомендуется применять передвижные формирующие пластины-прокладки. Кромки изделий перед сваркой протирают бензином или четыреххлористым углеродом и зачищают шабером до металлического блеска на ширину 20-25 мм. Заготовки толщиной до 2 мм сваривают с отбортовкой кромок высотой, равной толщине свариваемого металла; при толщине свинца до 8 мм — без разделки кромок; при большей толщине делается скос кромок с общим углом раскрытия 60-70° без зазора в стыке и притупление 3-4 мм. Иногда выполняют двустороннюю подготовку кромок. Сварка свинца проводится угольным электродом, в среде инертных газов — плавящимся и неплавящимся электродами, а также ацетилено-кислородной сваркой. Сварка угольными электродами выполняется на постоянном токе прямой полярности. Во время сварки электроды располагаются перпендикулярно или с наклоном на 10-15° от вертикали в сторону движения сварки.
Сварка алюминия и его сплавов
Чистый алюминий имеет ограниченное применение из-за своей низкой прочности и высокой пластичности. В повседневной жизни находят применение сплавы алюминия — дюралюмины и силумины. При сварке алюминия на поверхности расплавленного металла образуется тугоплавкая пленка оксида алюминия, которая препятствует процессу сплавления между собой частиц металла. Разность между температурой плавления оксида алюминия (2050 °С) и температурой плавления алюминия (658 °С) создает технологические трудности в ходе сварочных работ.
Независимо от способа сварки изделия должны проходить специальную подготовку. Поверхности обезжиривают и удаляют с них пленку оксида алюминия. Точно так же подготавливают присадочную проволоку и электродные стержни перед нанесением на них покрытия. Обезжиривание проводят с помощью растворителей, например авиационного бензина или технического ацетона. Следующий этап — механическая зачистка или химическое травление, которое удаляет оксидную пленку. Обезжиривание и травление проводят не более чем за 2-4 ч до сварки.
Для неответственных изделий применяется ручная сварка угольным электродом на постоянном токе прямой полярности. Если металл имеет толщину до 2 мм, то сварку ведут без присадки и без разделки кромок; при толщине металла свыше 2 мм сварку выполняют с зазором, равным 0,5-0,7 толщины свариваемых листов или с разделкой кромок Ручную сварку покрытыми электродами выполняют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг и силумина. При умеренных токах требуемое проплавление обеспечивается использованием постоянного тока прямой полярности с предварительным подогревом (для средних толщин — 250—300 °С, для больших толщин — до 400 °С). Скорость сварки алюминия должна быть выше, чем скорость сварки стали. Она ведется непрерывно в пределах одного электрода в связи с тем, что пленка шлака на кратере в конце электрода препятствует повторному зажиганию дуги.
Сварочный ток принимается из расчета не более 60 А на 1 мм диаметра электрода — это обеспечит устойчивость процесса и минимальные потери при разбрызгивании. Электроды предварительно просушивают при температуре 150—200 °С в течение 2 ч. При ручной аргонодуговой сварке применяют неплавящиеся вольфрамовые электроды в осушенном от влаги аргоне высшего сорта на переменном токе. Если толщина свариваемого металла равна 5-6 мм, то применяются электроды диаметром 1,5-5 мм.
Техника сварки имеет здесь свои особенности. Между электродом и присадочной проволокой должен выдерживаться угол примерно в 85-90°. При подаче присадки используют возвратно-поступательные движения. Эффективная защита достигается оптимальным расходом газа. Металл толщиной до 10 мм сваривают справа налево: этот прием позволяет снизить перегрев свариваемого металла.
Сварка трубопроводов
Основным способом сварки неповоротных стыков магистральных трубопроводов или отдельных труб в непрерывную является ручная сварка электродами. Преимуществами такой сварки являются простота работы и возможность применения его в разных климатических условиях. Сварные трубы, которые применяют при прокладке технологических, магистральных и производственных трубопроводов, имеют наружный диаметр 4—1620 мм при толщине стенок 0,3-25 мм. Сварные трубы выпускают с прямым продольным или спиральным сварным швом.
Цельнокатанные трубы изготавливают из низкоуглеродистой мартеновской стали с пределом прочности 350-550 МПа. Промышленность выпускает трубы наружным диаметром 114-426 мм и толщиной стенки 4,5-20 мм. Магистральные трубопроводы нефтяных заводов, а также трубопроводы для транспортирования жидких и агрессивных веществ монтируются из цельнокатанных труб, изготовленных из легированных жаропрочных и нержавеющих сталей.
Алюминиевые трубы предназначены для магистральных трубопроводов и трубопроводов нефтезаводов, которые находятся в средах, вызывающих коррозию. Сортаментом для этих труб предусмотрены наружные диаметры 120-280 мм и толщина стенок 10—30 мм. Для сборки магистральных и заводских производственных трубопроводов применяются специальные фасонные части. Их применяют для углов поворотов, участков ответвления и пр. Такие части представляют собой крутоизогнутые угольники, двойники, тройники, переходы, изготавливаемые из стали 20 путем протяжки или штамповки. Применяют и сварные фасонные части. Крутоизогнутые угольники выпускают с наружным диаметром 48-529 мм при толщине стенок 4,5-12 мм и среднем радиусе 80-500 мм. Сварные отводы чаще всего делают из нескольких частей (рис. 119).
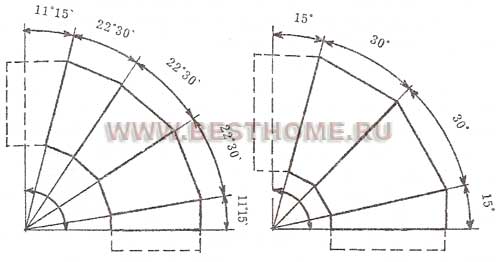
Рис. 119. Типы сварных отводов
Подготовка к сварке
Монтаж магистральных и производственных трубопроводов предусматривает сварку как основной способ соединения. Ее ведут при температуре окружающего воздуха не ниже -20 °С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва такими газами, как кислород и водород. Такое насыщение вызывает пористость и ведет к снижению механической стойкости сварного шва.
Подготовка кромок труб к сварке и качество сборки стыков оказывают влияние на качество сварного соединения. Основными типами сварных соединений труб являются v-образное или чашеобразное стыковое. В подготовку входят правка свариваемых концов, очистка кромок от грязи и масла и сборка. Для правки труб применяют механические, гидравлические и пневматические приспособления.
Кромки под сварку готовят на заводах-изготовителях труб. Угол скоса составляет 25-30°. Если скос отсутствует, следует снять фаску резцом или резаком-труборезом. Очистка свариваемых кромок заключается в удалении масла и органических покрытий бензином или специальным растворителем. Если имеются грязь и ржавчина, то их счищают с помощью стальных щеток или абразивных кругов.
Сборка стыков под сварку состоит в том, что кромки труб совмещают таким образом, чтобы поверхность свариваемых труб совпадала и не была нарушена ось нитки трубопровода. Необходимо, чтобы зазор между кромками имел одинаковые размеры по всему контуру шва. При сборке часто используют центратор. Стыки после сборки прихватывают сварными швами длиной 60-80 мм с расстоянием между прихватами 300-400 мм при диаметре труб до 300 мм. Желательно выполнять прихватки теми же электродами, что и стык. Такой прием позволяет обеспечить однородность наплавленного металла и хорошее качество шва. Если применяется внутренний центратор, то вместо прихватки применяют сплошную заварку корня шва в виде первого слоя.
Режимы сварки
Если ведется ручная дуговая сварка, то ее выполняют в 2—3 слоя, так как многослойная сварка обеспечивает глубокий провар корня и повышает плотность сварного соединения. Такой способ применяют с поворотом и без поворота свариваемых стыков.
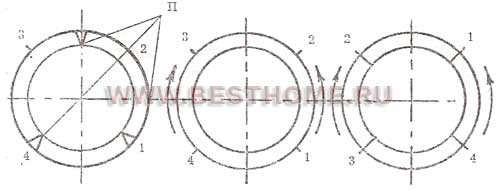
Рис. 120. Последовательность сварки поворотных стыков
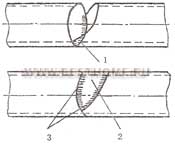
Рис. 121. Комбинированный способ сварки:
1 — нижняя часть шва; 2 — вставка; 3 — верхняя часть шва
При сварке поворотных стыков применяется следующий способ (рис. 120): первым слоем заваривают участки от точки 1 до точки 2 и от точки 4 до точки 3 на всех стыках труб. После этого секцию поворачивают на 90° и заваривают участки от точки 4 до точки 1 и от точки 3 до точки 2. Чтобы не образовался прожог металла, рекомендуется производить сварку первого слоя электродами диаметром 4 мм при сварочном токе 120-140 А. Наварку слоев следует выполнять в одном направлении с постепенным поворотом свариваемой секции.
Если сваривается неповоротный стык, то сварку ведут при соединении секций в одну плеть и окончательном монтаже трубопровода. Порядок наложения сварных швов следующий: первый слой — швы 1, 2, 3 завариваются снизу вверх; последующие — сверху вниз. Замки, или замыкающие участки в смежных слоях шва, должны отстоять друг от друга на расстоянии примерно 60-100 мм; в потолочной части шва удобно заканчивать сварку на расстоянии 50—70 мм от нижней точки. Если сварку неповоротных стыков выполнить невозможно, то применяют комбинированный способ (рис. 121).
При этом способе сваривают стык со вставкой 2, при этом нижняя часть шва 1 заваривается с внутренней стороны; верхняя часть шва 3 заваривается с наружной стороны. Тип применяемых электродов тот же, что и при сварке поворотных стыков.
Виды установок для ручной сварки
Для облегчения и совершенствования процесса сварки на практике широко применяются специальные установки, работающие как при постоянном, так и при переменном токе. Установки серии УПС предназначены для ручной дуговой сварки в непрерывном и импульсном режимах. Установка марки УПС-301У4 дает пульсирующую дугу и в состоянии обеспечить процесс точечной сварки.
В комплект входят горелка, блок поджигания с возбудителем дуги, сварочный выпрямитель с тиристорным регулированием сварочного тока, дистанционный регулятор сварочного тока. Кроме этого, УПС снабжена ротаметрами и клапанами. Универсальная установка УДГУ-301 работает как на постоянном, так и на переменном токе. УДГ-201УХЛ4 может работать на постоянном токе прямой полярности. Ее применяют для аргонодуговой сварки в непрерывном и импульсном режиме. При токе в 200 А установка помогает сваривать медь, никель и все сплавы на их основе, а также коррозионные стали. При сварке переменным током хорошо зарекомендовали себя установки УДГ-301-1 и УДГ-500-1. В данных установках применяются горелки ЭЗР-4, ГР-10, ГСН-1. При монтаже на токах до 150 А хорошо зарекомендовали себя горелки с воздушным охлаждением типа ЭЗР-3 и ЭЗР-5.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
- Необходимые навыки
- Утепление скатной крыши с покрытием из черепицы
- Звукоизоляция — распространенные заблуждения
© 2000 - 2009 Oleg V. Mukhin.Ru™
