| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Приспособления, необходимые при лепных работах
Клеянка. Клеянка представляет собой два сосуда, которые вставлены один в другой (рис. 13, 1). Первый сосуд конусообразной формы, второй — цилиндрический, ровный с крышкой. При этом второй сосуд должен быть таких размеров, чтобы он не доходил до дна первого на 40—50 мм, а бортиками упирался на бортики первого сосуда. В первый сосуд наливают воду, во второй кладут клей. Когда вода закипает, клей начинает плавиться на пару. Не забывайте, что ставить посуду с клеем прямо на огонь нельзя. Клей в этом случае пригорит, в нем образуется много воздушных пузырьков и пены, а это снижает качество клея. Клеянки, изготовленные из оцинкованной кровельной стали быстро приходят в негодность. Поэтому лучше всего делать их из меди или латуни. Хорошо иметь три клеянки различных размеров. Это создает дополнительные удобства, ведь приходится отливать клеевые формы с разных по величине моделей и варить клей в большем или меньшем количестве.
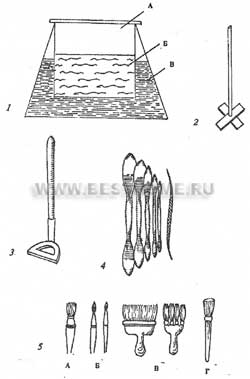
Рис. 13. 1 — клеянка (А — сосуд для клея; Б — наружный сосуд; В — вода); 2 — мутовка; 3 — мешалка; 4 — металлические лопатки; 5 — кисти (А — мешалка; Б — мутовка; В — лопатки; Г — кисть)
Набор реек. Для отливки разных по размерам плит необходимо иметь набор реек длиной по 100 см различного сечения (10x15, 20x25, 30x40, 50x50). Оптимально должно быть по четыре рейки каждого сечения. Изготавливать их надо из сухой древесины и обязательно покрывать олифой.
Перемешивать гипс лучше всего мутовкой или мешалкой (рис. 13, 2, 3), добиваясь быстроты и однородности гипсового раствора. Неплохо иметь специальный станок для гнутья арматуры под любым углом. Такой станок легко можно изготовить самому, он очень прост в работе.
Большие и малые двухконцовые металлические лопатки (рис. 13, 4) используются для приготовления гипсовой массы и нанесения ее на модель. Кроме этого, лопатками замазывают стыки, высверливают замковые лунки. Большие порции гипсовой массы перемешивают мешалками, которые имеют рукоять длиной более 35 см.
Кисти, применяемые при лепных работах (рис. 13, 5) могут быть различной формы и иметь как упругую так и мягкую щетину с различной длиной ворса: кисти с грубой щетиной и плотной вязкой (А) применяются для уплотнения, кисти с упругим ворсом типа колонковых (Б) применяются для исправления дефектов на отливках и для смазывания небольших форм. Флейцы (В) с широкой рабочей поверхностью — для обработки достаточно больших площадей. С помощью клеевых кистей (Г) с длинной щетиной оплескивают глиняные модели в труднодоступных местах. Мягкими же кистями (типа барсуковых) смазывают модели из мягкой глины, пластилина, воска.
При лепных работах широко используется и столярный инструмент (киянки, топорики, стамески, ножовки, клещи). Он используется как для заготовки деталей, так и для изготовления деревянных каркасов и шаблонов. Используется столярный инструмент и при расколотке форм. В слесарном инструменте также возникает необходимость при изготовлении металлических каркасов.
Для опрыскивания моделей водой можно использовать обычную садовую спринцовку, для обдувания изделий — небольшие спортивные насосы различного назначения. Общеизвестно, что хорошо обработать изделие можно только исправным и хорошо заточенным инструментом. Режущая кромка долот, ножей и других режущих и скребковых инструментов должна быть ровной и острой, не иметь заусенцев, забоин. Заточка должна производиться строго под заданным углом. Грубая заточка выполняется на заточных станках, а тонкая заточка — на оселках (тонкозернистых брусках). При заточке металл нагревается, его надо регулярно охлаждать водой. Если этого не делать, происходит отпуск металла и качество инструмента снижается. Правильная заточка ножа предполагает обработку его абразивом с двух сторон, а не с одной. Лезвие в разрезе должно иметь форму клина, притом заточка производится с обеих сторон под одинаковым углом.
У долота острая фаска расположена с одной стороны лезвия и угол ее заточки зависит от характера выполняемой работы. При заточке надо обязательно следить за тем, чтобы не нарушалась прямая линия фаски и не изменялся угол заточки. При тонкой заточке на оселке долота надо класть инструмент на оселок плашмя и проводить по нему несколько раз, сначала одной стороной инструмента, затем другой. Все заусенцы на острие лезвия исчезнут. Если есть необходимость убедиться в чистоте доводки (и правильности ее) на оселке, рассмотрите лезвие через лупу. Это позволит выявить некоторые особенности, присущие именно Вам, что очень важно при последующих заточках, которые производятся лично Вами. Лепщики особо высокой квалификации используют в работе и целый ряд других инструментов, необходимых для собственного «почерка». Зачастую такие инструменты они изготавливают сами, и от этого их изделия приобретают ярко выраженную индивидуальность.

Рис. 14. Приспособления для изготовления моделей
1 — мольберт; 2 — верстак; 3 — стенд; 4 — щит; 5 - шаблон
Кроме перечисленных, при лепных работах используются мольберты, стенды, щиты, шаблоны (рис. 14). Для лепки объемных моделей применяются станки. Они подразделяются на бюстовые (высотой 1,3—1,5 м), полуфигурные (1 м) и фигурные (0,5 м) — рис. 15. Детали длинномерных моделей изготавливаются на прочных верстаках (рис. 14, 2) с крышками из толстых досок.
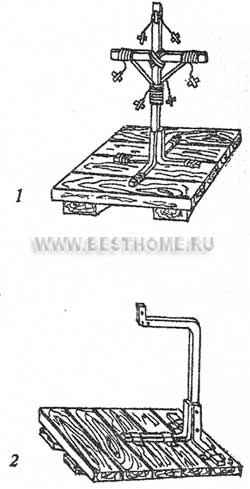
Рис. 15. Станки
1 — для фиксации бюста; 2 — для фиксации фигуры
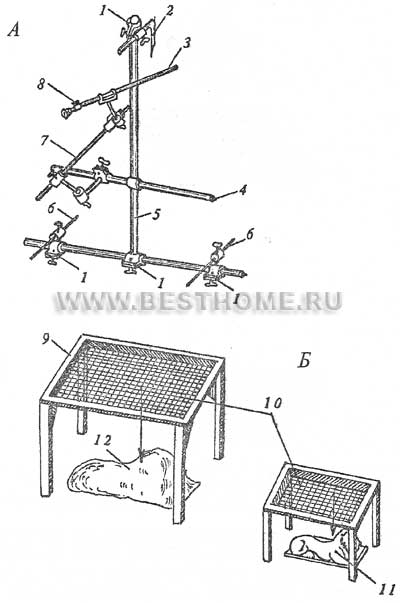
Рис. 16. Пунктировальный прибор и копировальные рамки
А — пунктировальный прибор; Б — копировальные рамки; 1 — зажимные муфты; 2, 6 — верхняя и нижняя опорные иглы; 3 - подвижная игла; 4 - нарезка; 5 — станина; 7 — подвижные шарниры с зажимами; 8 — ограничитель; 9 — рамка; 10 — масштабная сетка; 11 — модель; 12 — массив увеличенного размера
Для копирования оригинала без изменения масштаба пользуются пунктировальным прибором, а для масштабного переноса размеров с оригинала на модель — копировальной рамкой. Пунктировальный прибор (рис. 16, А) монтируется из гладких стальных и латунных стержней круглого сечения, соединенных зажимными муфтами (1). Латунная станина (5) Т-образной формы оснащена подвижной крестовиной и тремя стальными опорными иглами, расположенными по ее концам. С помощью опорных игл прибор фиксируют в трех удобных точках на модели, для чего в этих точках устанавливают опорные гипсовые марки с пластинами. На пластинах отмечают кернером точки под опорные иглы. Если модель мягкая, то устраивают жесткую конструкцию, закрепляют ее к основанию модели и на ней устраивают марки. Такие же три марки устанавливают на болванке будущей копии. Затем выбирают на модели точку с наибольшим выкосом и продвигают подвижный шарнир (7) до тех пор, пока подвижная игла (3) не коснется намеченной точки. Имеющийся на игле ограничитель поджимают вплотную к втулке, удерживающей подвижную иглу и закрепляют ее зажимным винтом, а иглу отводят от поверхности модели. После этого прибор устанавливают на изготавливаемую копию и подвижную иглу возвращают в крайнее положение, пока она не соприкоснется с поверхностью копии. Расстояние от ограничителя до втулки будет показывать толщину слоя который необходимо снять с обрабатываемого массива.
Копировальная рамка (рис. 16, Б) состоит из двух сеток, образуемых, из взаимно перпендикулярных натянутых нитей из проволоки. Все членения сеток как и рамок, на которые они натянуты, соотносятся в соответствии с принятым масштабом. Стойки, на которые опираются рамы, должны быть выдержаны в этом же масштабе. Одну раму устанавливают под моделью, другую над заготовленной болванкой и закрепляют. Для каждой рамы заготовляют мерные нити с отвесами. На нити узелками (или каплями клея) наносят деления, соответствующие принятому масштабу переноса.
На оригинале выбирают характерную точку и располагают под ней отвес с нитью, перекинутой через сетку. Замечается число целых делений (долей делений). На копии нить с отвесом располагают таким же образом, как и на оригинале. В масштабе копии отмеряется соответствующее число делений. Разница в числе делений будет той величиной, на которую следует изменить координаты копии.
В зависимости от характера выполняемых работ может возникнуть необходимость и в других приспособлениях, потребность в которых диктует практика. При массовом изготовлении деталей или целых изделий неизбежно возникнет потребность в шаблоне-образце. Таковым в архитектурном проекте является чертеж профиля архитектурной детали, выполненный в натуральную величину. Этот чертеж лепщики переносят на свой материал для изготовления моделей. При изготовлении моделей архитектурных обломов шаблон может иметь вид станочка для устойчивой фиксации рабочего инструмента в нужном положении по отношению к изготавливаемой детали. Детали архитектурных обломов называют тягами, их профиль как бы «вытягивается» на пластичном материале модели.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
- Проект коттеджа K-241-1S
- Вентильные головки
- Ремонт цементно-песчаных, ксилолитовых полов, полов из бетонно-мозаичных, керамических и других плит
© 2000 - 2009 Oleg V. Mukhin.Ru™
